O-ring Troubleshooting
The following pictures are representative of different seal performance issues.
Please select the picture that best represents the type of seal performance problem.
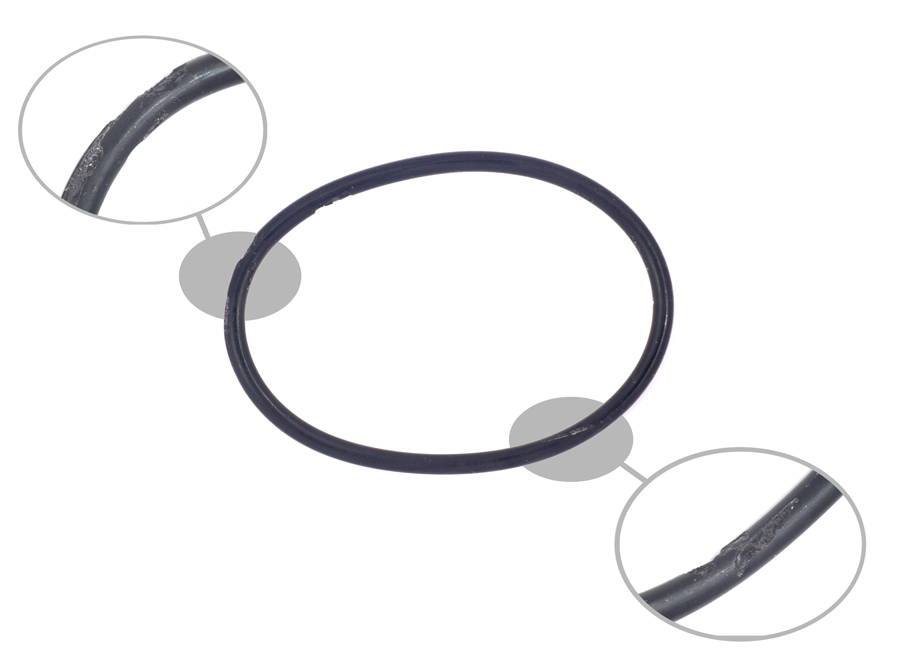
Abrasion
This occurs when elastomer movement, or the process fluid, has worn away a localized area of the seal.
Damage Mode
Seal abrasion is typically caused by one of the following:
- The fluid contains abrasives and the fluid must impact the elastomer directly at a velocity that will result in wear. Abrasion will be localized at that point.
- The o-ring must be rubbing along a contact surface either in a dynamic application, or system pressure fluctuations cause the o-ring to move. Wear occurs along the length of the ring where contact occurs.
Possible Solutions
The solution to this problem can be difficult. If the abrasive fluid particulates are small (for example the size of salt crystals), a high durometer (harder) elastomer product is typically selected; in the range of 90 durometer, Shore A. If the abrasive particulates are relatively large, than a lower hardness product is often selected, for example, 65 durometer, Shore A. If there is relative movement of the part against a sealing surface, then steps must be taken to minimize/eliminate this movement. If the rubbing surface is rough, then it can be machined smoother. Introducing a lubricant at the contact point may also help.
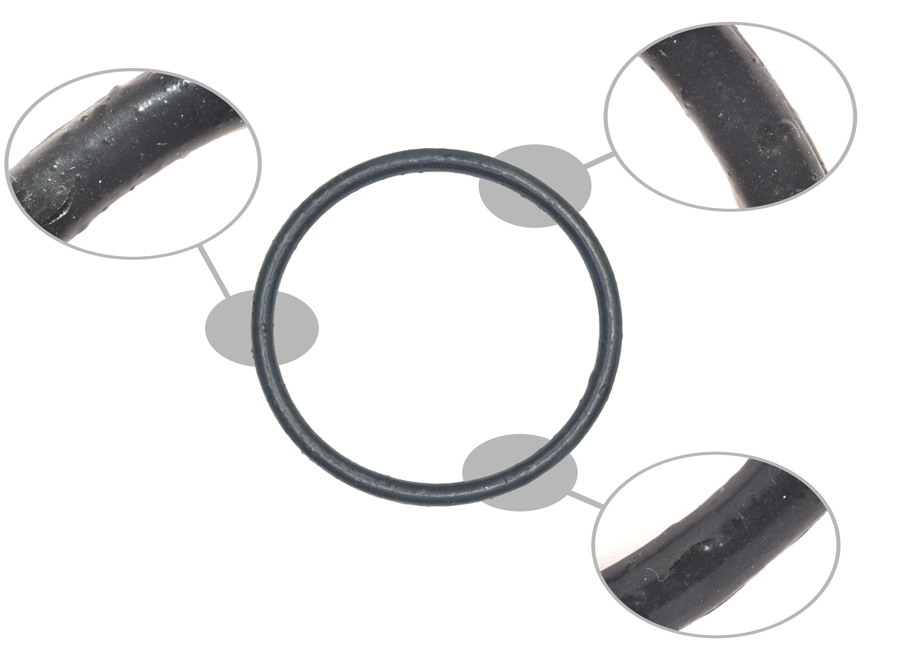
Chemical Attack
This occurs when the elastomer is not chemically compatible with the fluid(s) it is sealing. Blisters and splits may be obvious on the elastomer surface.
Damage Mode
The elastomer is not compatible with the fluids being sealed. Damage to the elastomer will occur all along the surface that is in contact with the process fluid. The elastomer typically swells and may have blisters or splits along the surface. If significant loss of hardness occurs, the elastomer may show extrusion and nibbling damage (see Extrusion/Nibbling).
Possible Solutions
This can be a difficult problem to diagnose and the result of chemical attack may actually appear similar to other problems. Review chemical compatibility charts to check compatibility of the elastomer with the process fluids.

Compression Set
This occurs when the elastomer loses resiliency and is unable to return to its original shape after deformation. The o-ring may have flattened areas.
Damage Mode
Instead of a round cross section, an o-ring will be flat on at least two sides, where it has been compressed against the sealing surfaces. If the o-ring has completely filled the available groove volume, then it may exhibit the rectangular shape of the groove. The o-ring may be hard to the touch, and it will have little or no resiliency (memory) if compressed or stretched.
Possible Solutions
There may be several possible causes for compression set. Some possible solutions may include: verifying the elastomer is compatible with the process chemicals and verifying the process temperature is not above the upper service temperature of the elastomer. In either case, a different elastomer will need to be selected.

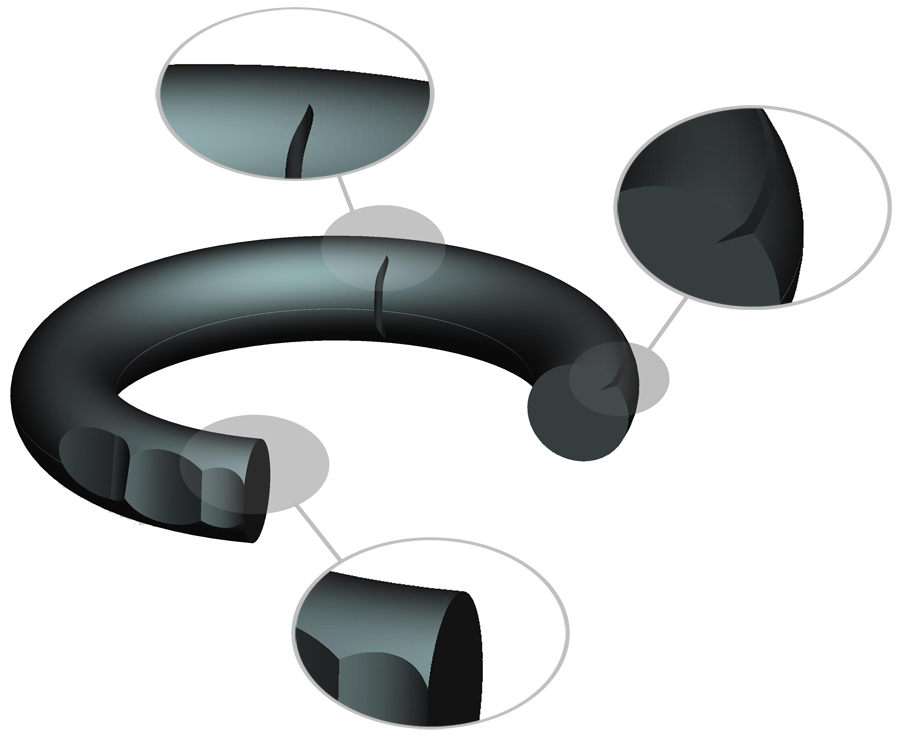
Explosive Decompression
This can occur in high pressure applications that have experienced a rapid depressurization. The o-ring typically exhibits blisters as well as internal and external cracks/splits.
Damage Mode
A fluid penetrates the elastomer and saturates it, at high pressure (typically greater than >750 psi); and, during rapid depressurization of the system, causes damage to the o-ring. During depressurization, the "dissolved" gas rapidly expands, and if it cannot rapidly diffuse out of the elastomer, it may cause blisters (mild attack), cracks, splits or blow apart the ring. The splits and cracks can appear externally as well as internally. Carbon dioxide is an excellent example of a problem gas system that can result in explosive decompression. This problem will only occur in high pressure systems that experience rapid loss of pressure; for example, a drop of 1000 psi in a few minutes or less.
Possible Solutions
Some elastomers formulations have better explosive decompression resistance than others. Typically, high hardness elastomers, with high filler loadings are used for these applications. It is also helpful to design the groove so the elastomer seal fills the groove cavity during operation. The best preventative measure is to always depressurize systems slowly if they are prone to damaging elastomers by explosive decompression.
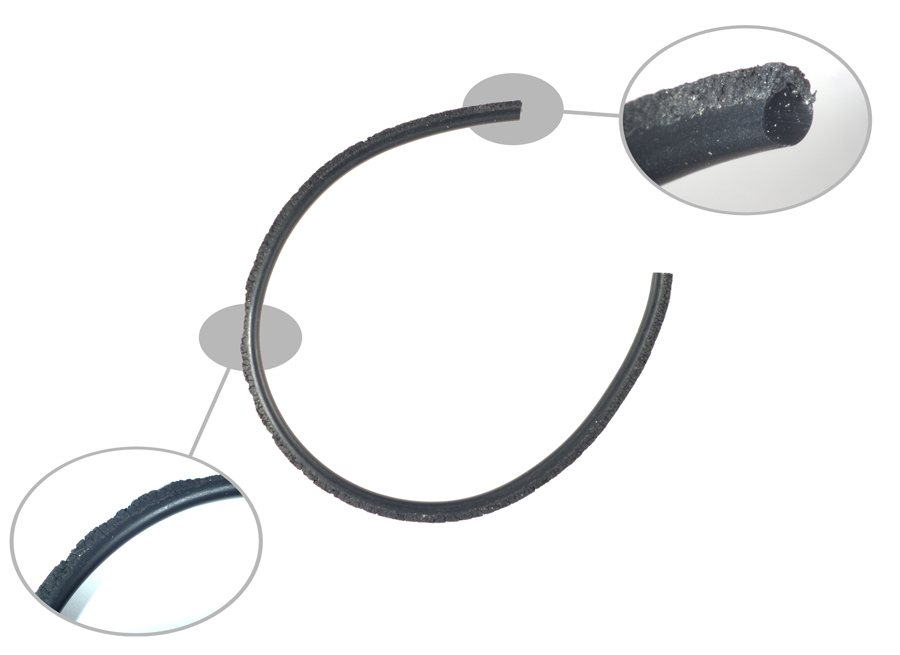
Extrusion/Nibbling
The elastomer shows damage at its edge where the sealing faces are in contact. The elastomer may show feathery extrusion, or there may be more extensive damage where it appears to be "eaten away" along the edge.
Damage Mode
The edge of the o-ring, where it is sealing the metal surfaces, is damaged. With a mold, it may simply be a thin elastomer extrusion. In more severe extrusion/nibbling, the sealing edge of the o-ring appears to be "eaten" away. This problem may be caused by too high of a system pressure, the o-ring swelling and over filling the groove, etc.
Possible Solutions
Extrusion nibbling typically occurs if the combination of elastomer modulus (hardness) is insufficient to prevent the o-ring from extruding out the sealing gap. Verify the seal design is correct for the system pressure and that the elastomer is compatible with the process fluid. Required changes may include: an alternative elastomer, a higher modulus elastomer, modification to the seal design and/or use of backup rings.

Filler Oxidation
Strongly oxidizing media can consume the carbon black in carbon black filled elastomers. Without a filler, the gum polymer has no strength and is subject to deterioration. The gum polymer may appear as light brown against the normally black elastomer.
Damage Mode
The elastomer part fails due to oxidation of the carbon black filler particles. In very strong oxidizing media, the carbon black filler in elastomers can be oxidized (eaten away) by the fluid. If this occurs, the reinforcement provided by the filler is removed, thereby leaving only the gum polymer, which has little inherent strength. When viewed under a microscope, the elastomer shows sections of rubber than are devoid of filler. This problem will only occur to carbon black filled elastomers in the presence of a highly oxidizing fluid, such as pure oxygen, ozone, fuming nitric acid, etc. This process may occur more rapidly at elevated temperatures.
Possible Solutions
The best choice in these environments is to use an elastomer that is not carbon black filled. The elastomer may contain a "white" filler, or be non-filled. In either case, the elastomer polymer needs to maintain its integrity in the oxidizing environment.
Installation Damage
The o-ring is damaged during installation. The damage, such as a cut or pinching of the o-ring, is usually localized.
Damage Mode
The o-ring is damaged during installation into the equipment. This may happen if the o-ring contacts a sharp edge, resulting in a cut, or if part of the seal is pinched, and a piece cut out, when the equipment is assembled. If this type of damage occurs, the o-ring failure is typically rapid, most likely leaking during equipment start up. When examining the damaged part, there is often one localized area that is damaged. The damage is typically sharply defined and not "blurred" over a large area.
Possible Solutions
Any edges in the groove that the elastomer part must contact, or is sealing against, should be rounded off. If the o-ring has to be stretched to go over a piece of equipment, a cone may be helpful so the ring can be evenly stretched during installation. When assembling pieces of equipment, be sure the o-ring can not slip/fall out of a groove, thereby getting pinched by the equipment. In this case, having the o-ring stretched slightly while in place, or using some grease on the elastomer part, may help keep it in the proper position in the groove during equipment assembly.
Monomer Polymerization
When a monomer polymerizes in an elastomer part, the result is typically a swelling of the part and hardening of the surface. The problem will be evident over the entire surface that was exposed to the process fluid.
Damage Mode
A monomer is absorbed into an elastomer part and polymerizes inside the part, essentially breaking apart the elastomer from the inside out. The surface may become hard and crumbly. There will be significant swell of the o-ring since the monomer will be absorbed and then expand as it polymerizes. Service life is often in the range of 6-8 months. The fluid must be a monomer that will readily polymerize, such as styrene or methyl methacrylate. Note that these solutions typically contain an inhibitor to prevent polymerization during normal processing.
Possible Solutions
There is currently no solution to this problem. Elastomers that have higher hardness, due to higher filler content, may help extend the service life. It may be necessary to test a number of different, high performance elastomers and then select the one that provides the best service life.

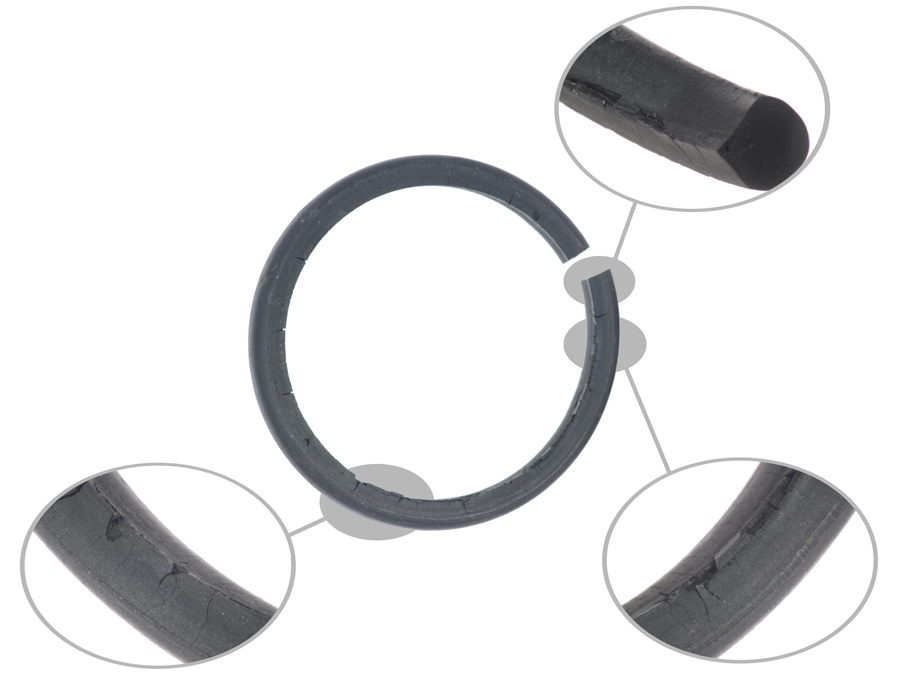
Over Compression
When an elastomer is over compressed, it typically develops cracks and splits. It may appear flattened or crushed. This problem will be present over the length of the part.
Damage Mode
The o-ring or elastomer part becomes split or cracked due to being over compressed (over stressed) in the application. When elastomer parts are compressed over 30%, they may develop splits or cracks. Compression calculations need to take into account the compression of the part during installation and also at the operating temperature; at elevated temperatures, elastomer thermal expansion must be considered. Some elastomer products, such as EPDM, can perform acceptably under higher compression than a fluoroelastomer or perfluoroelastomer.
Possible Solutions
Cracks and splits may occur in an elastomer for many reasons. Verify the compatibility of the elastomer with the process chemicals and check the seal design for proper compression.

Plasticizer Extraction
This occurs when plasticizer, used to soften an elastomer, is leached (extracted) out by the process solvent. The elastomer part typically becomes smaller in size and becomes stiffer and less resilient.
Damage Mode
Different elastomer formulations will often contain plasticizers that assist in part manufacturing or controlling elastomer hardness. These plasticizers can be leached out by fluids, during use. If that occurs, the elastomer may shrink in size and typically becomes harder and/or brittle. Occasionally, the elastomer may absorb the process fluid, while losing plasticizer at the same time, and the end result is swelling. If that occurs, the part may not shrink in size since the loss in plasticizer is replaced by the gain in fluid absorption. However, performance will be compromised. This problem is more often seen in the mid to low performance elastomers such as nitriles or ethylene propylene. A discussion with the part producer may be required to confirm that a plasticizer was used.
Possible Solutions
First, confirm with the supplier whether or not the product in use contains any plasticizers. If it does, consider other formulations. Second, upgrade to a higher performance elastomer such as a fluoroelastomer or perfluoroelastomer.
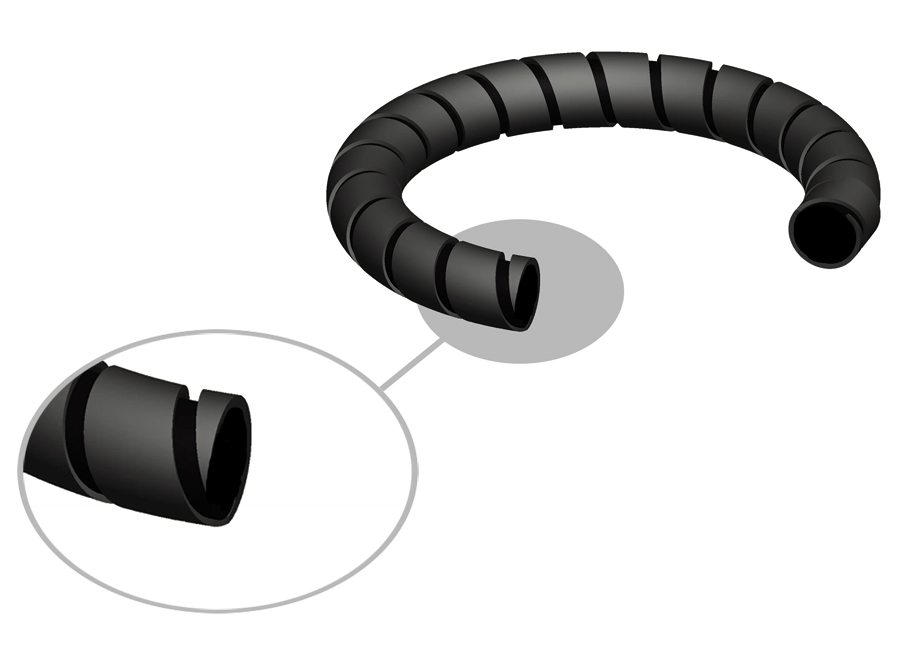
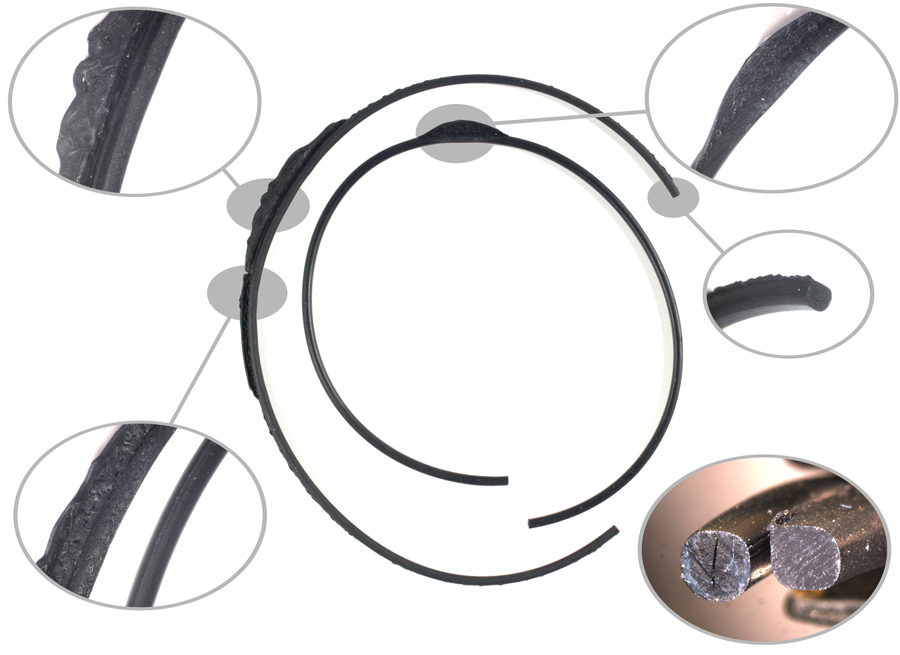
Spiral Failure
This occurs when an o-ring is rolled in place and is not allowed to relax to a normal state, or if the elastomer rolls while in service. An obvious line can be seen spiraling around the ring.
Damage Mode
Upon removal from service, an o-ring shows signs of lines running "around" the o-ring. The accompanying picture shows a spiral failure and this is a unique type of failure that is obvious from looking at the ring. This problem can occur in a couple of ways. First, the ring could be rolled in place and never allow to "relax" so the twists come out. Hence it is compressed and held in a twisted shape during operation. Secondly, the o-ring may be used in an application that is dynamic or an application where the o-ring may roll while in service. This rolling action causes the ring to twist and develop the characteristic spiral feature.
Possible Solutions
Take precautions to ensure that if an o-ring is rolled into place, it is stretched a little and released, when in the proper position, so it can then relax and not contain any twists. In dynamic applications, steps will need to be taken to prevent the o-ring from rolling during normal operation. Please consult with the part supplier to review the groove design and minimize opportunities for the o-ring to roll.
Thermal Degradation
This occurs when an o-ring is subjected to temperatures above it upper service temperature. The part typically becomes hard and brittle. The part may crack when it is bent.
Damage Mode
The o-ring, or elastomer part, becomes hard and brittle in service and no longer seals. The surface may appear hard and crumbly, similar to the case with polymerizing media (see Monomer Polymerization), however the o-ring will not show signs of swelling. If the o-ring is flexed, it may crack due to the loss of resiliency. The application temperature will need to exceed the elastomer upper service temperature for some prolonged period of time. The exact conditions for this are difficult to determine since this is a function of time and temperature. The higher the temperature, the shorter duration needed to damage the part.
Possible Solutions
Determine if cooling can be applied to keep the area around the elastomer at a lower temperature, or switch to a higher performance material with a higher upper service temperature. Hardening of an elastomer may also occur due to incompatibility with the process chemicals. Verify the proper elastomer is being used for the application.

Weathering
The o-ring surface may become hard and the o-ring lose resiliency as a result of exposure to the environment. Oxidation of the polymer chains may cause this problem.
Damage Mode
The o-ring or elastomer becomes hard due to exposure to the environment, typically related to exposure to UV (ultra violet) rays and/or the atmosphere (ozone).
Possible Solutions
Select a higher performance elastomer product that is resistant to atmospheric (ozone and/or UV) degradation.